Key takeaways
Every buyers’ conversation about a robotic palletizer machine eventually reaches the same point of confusion: a supplier describes it as a single machine, but the installation arrives as a system , robotic arm, end-of-arm tooling, pallet dispenser, infeed conveyor, control cabinet, safety enclosure, HMI, stretch-wrap interface. Understanding which component does what, which is the core of the machine and which is the integration infrastructure, changes how you evaluate a quote and how you select a robotic palletizer manufacturer. A supplier who can explain each component clearly is usually the one whose installation behaves the way it was quoted.
This guide is the anatomy lesson. It walks through the five physical components of a robotic palletizer machine, explains what each does and why it matters to the machine’s overall performance, covers the three principal arm topologies available and how they differ in practice, and sets out what separates a credible robotic palletizer manufacturer with deployment history from one with a catalogue and a price list. If you are about to send out a palletizer RFQ, this is the specification literacy that makes the comparison meaningful.
What Is a Cobot Palletiser?
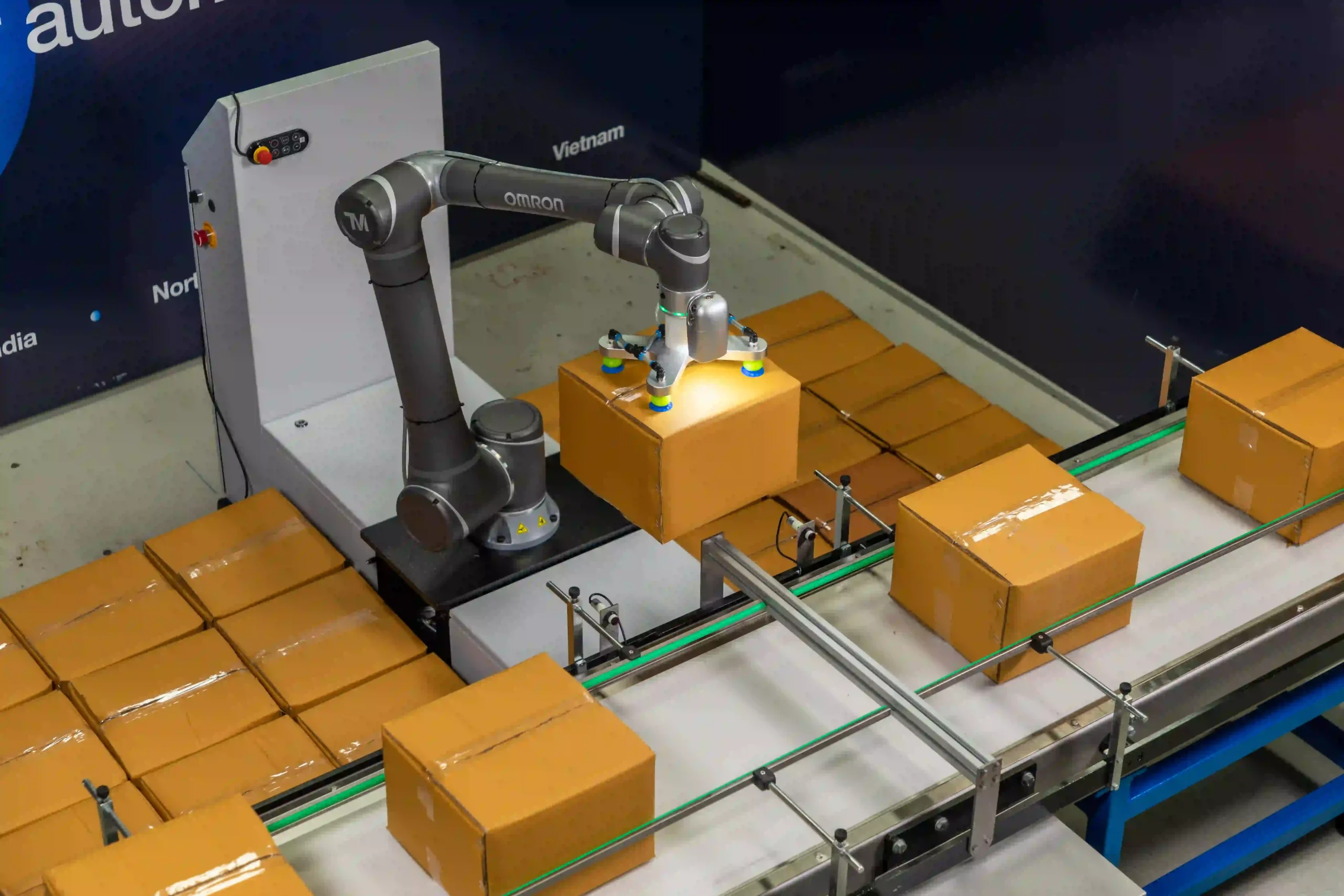
A robotic palletizer machine is an automated end-of-line system that uses an articulated robotic arm, with purpose-designed end-of-arm tooling, to pick packed units from an upstream conveyor and stack them onto pallets in a software-defined matrix pattern. The ‘robotic’ qualifier distinguishes it from conventional mechanical palletizers (which use fixed sweeps, pushers and conveyors) and from high-level palletizers (which use gravity and mechanical layer-forming). In a robotic palletizer machine, every pick-and-place motion is defined by software recipe, making the machine inherently flexible across product formats, pallet sizes and stacking patterns.
The robotic arm is the core of the machine, but it is not the machine. A robotic palletizer machine delivered by a credible robotic palletizer manufacturer includes the arm plus end-of-arm tooling engineered for the specific product being palletised, a control cabinet with PLC and HMI, a safety architecture matched to the installation environment, an automatic pallet dispenser that sustains continuous cycle operation, infeed and outfeed conveyors, and integration interfaces for upstream packaging equipment and downstream stretch-wrap. The arm without the rest is a component; the complete system is the machine.
Cybernetik builds robotic palletizer machines across three arm topologies, six-axis articulated (payload up to 150 kg, up to 1,200 boxes/hr), gantry (210 units/hr, 10 kW, compact footprint) and collaborative robot (multi-line, case printing integrated), from four manufacturing facilities across more than thirty countries. Each configuration is a complete system, not a standalone arm with optional integration.
Five Components That Define the Robotic Palletizer Machine
1. The Robotic Arm, Topology, Payload and Reach
The robotic arm palletizer is the defining component, but payload and reach are the load-bearing specifications, not the arm’s headline throughput figure. A six-axis arm delivers a spherical motion envelope up to 3.1 m reach at payload up to 150 kg for boxes or 120 kg for drums. A gantry arm delivers linear motion in three axes with compact footprint and lower payload. A collaborative robot arm delivers inherent safety without a guarding enclosure at lower payload and throughput. Arm selection follows product weight and throughput requirement, not brand preference.
2. End-of-Arm Tooling, Where the Machine Meets the Product
End-of-arm tooling (EOAT) is the gripper, clamp or vacuum fixture at the tip of the robotic arm that actually contacts the product. It is the component most often under-specified on a budget purchase. A box palletizer needs EOAT engineered for corrugated edge contact; a bag palletizer needs EOAT that distributes force across a flexible surface; a drum palletizer needs EOAT matched to the specific rim geometry. Cybernetik builds EOAT per product type as a standard element of the robotic palletizer machine specification, servo and pneumatic actuated, tuned to payload, and available with an automated tool changer for multi-format operations.
3. PLC and HMI Control System, Recipes, Integration and Monitoring
The control system is the intelligence of the robotic palletizer machine. The PLC runs the pick-and-place motion, manages recipes for each active SKU’s pallet matrix, receives product identification from upstream equipment, and coordinates with downstream stretch-wrap. The HMI provides the operator interface for recipe selection, status monitoring and alarm response. Cybernetik’s palletizer control architecture integrates with the upstream case packing machine and downstream stretch-wrap under a single line-control PLC , not as isolated machine islands.
4. Safety Architecture, Enclosure, Curtain or Cobot
The safety architecture of a robotic palletizer machine is determined by the arm topology and the installation environment. Six-axis arms require ISO 12100 full enclosure guarding with interlocked access gates; gantry systems use light curtain safety with compact footprint; cobot arms use inherent force-limiting and speed-monitoring that eliminate the need for a physical barrier. Safety architecture is not a cost lever, it is a regulatory requirement that the robotic palletizer manufacturer must specify per installation environment and arm type.
5. Automatic Pallet Dispenser, The Component That Determines Real Throughput
The automatic pallet dispenser is the least discussed but practically most important component of a high-throughput robotic palletizer machine. It holds a magazine of empty pallets (up to 10 at a time on Cybernetik’s system), releases one per palletising cycle, and transfers the completed pallet to the outfeed conveyor, all without operator intervention. A robotic palletizer machine that relies on manual pallet loading is a high-throughput arm attached to a manual bottleneck: the pallet-change pause limits real-world throughput far more than any arm specification.

Three Robotic Arm Palletizer Topologies
Robotic palletizer machines are built on three principal arm topologies. Each topology has fundamental characteristics that follow from the mechanics rather than from configuration choices.
Articulated Robotic Arm Palletizer
Six revolute joints deliver a spherical motion envelope with full three-dimensional reach to 3.1 m. This topology handles the heaviest payloads (up to 150 kg for boxes, 120 kg for drums), the broadest range of product geometries (cylindrical, rectangular, flexible) and the most complex multi-layer pallet patterns. Cybernetik’s six-axis robotic palletizer machines deliver up to 1,200 boxes per hour and 600 bags per hour from production-deployed systems. The trade-off is the highest capital cost and the requirement for ISO 12100 full enclosed guarding.
Gantry Robotic Palletizer Machine
Three linear servo axes (X, Y, Z with optional rotary axis for SKU orientation) deliver a rectilinear motion envelope above the palletising station. The gantry topology has fewer moving parts than six-axis, lower maintenance complexity and lower power consumption (10 kW vs 35 kW for six-axis). Cybernetik’s gantry palletizer processes 210 units per hour at 9 seconds per cycle. The trade-off is lower payload capability and limited ability to handle non-rectangular product geometries.
Collaborative Cobot Palletizer Machine
Force-limiting and speed-monitoring systems certify the cobot arm as safe for operator-proximate operation without a full guarding enclosure. The cobot topology has the lowest capital cost, smallest floor footprint and greatest deployment flexibility , Cybernetik’s cobot palletiser handles multiple carton sizes, integrates case printing in the pick cycle and operates across multiple lines sequentially. The trade-off is lower throughput and payload than the six-axis topology.
Robotic Palletizer Machine, Arm Topology Technical Comparison
Verified technical specifications from Cybernetik’s production-deployed robotic palletizer machine configurations across all three arm topologies.
| Specification | Six-Axis | Gantry | Cobot |
|---|---|---|---|
| Throughput (boxes) | Up to 1,200 boxes/hr | 210 units/hr | Low-to-mid throughput |
| Throughput (bags) | Up to 600 bags/hr | Up to 210 bags/hr | Light bags |
| Max Payload | 150 kg (boxes), 120 kg (drums) | Format-matched | Low (operator-safe) |
| Reach | Up to 3.1 m | Span-defined | Up to 1.3 m |
| Power | 28.7–35 kW | 10 kW | ~3–5 kW |
| EOAT Options | Servo, pneumatic, vacuum | Pneumatic, vacuum, servo | Servo, pneumatic |
| Safety Architecture | ISO 12100 full enclosure | Light curtains + guards | Inherent cobot safety |
| CAPEX Profile | Highest | Lower | Lowest |
Formats Cybernetik’s Robotic Palletizer Machines Handle
Product formats across arm topologies
EOAT types matched to product
Pallet types and handling
 “The performance of a robotic palletizer depends not only on the robot itself, but on the engineering of every component that supports it.
“The performance of a robotic palletizer depends not only on the robot itself, but on the engineering of every component that supports it.
See it in action
What to Look for in a Robotic Palletizer Manufacturer
Selecting the right robotic palletizer manufacturer requires evaluating more than catalogue specifications. The following criteria separate manufacturers with genuine high-throughput deployment history from those with capability claims.
When to Specify a New Robotic Palletizer Machine
The specification trigger for a new robotic palletizer machine is clear when two or more of the following describe the current end-of-line operation.
Where two or more apply, specifying a new robotic palletizer machine from a manufacturer with complete-system delivery and verified throughput data typically pays back within twelve to twenty-four months on throughput recovery, EOAT-failure elimination and compliance closure.