Key takeaways
Buying a bottle case packer machine is straightforward once you understand what it actually does at each stage of the packing cycle. The machine looks complex from the outside, robots, conveyors, sensors, a vision system, pneumatic lines, but the underlying process is a logical sequence of seven steps, each one setting up the next, each one with a specific engineering purpose that becomes clear when you trace the bottle from the filling line to the sealed shipping case.
This guide explains exactly how a bottle case packer machine works, step by step, component by component, using Cybernetik’s Case Packer for Bottles as the technical reference. Understanding the process is the fastest way to evaluate whether a proposed configuration is correctly specified for your throughput, your bottle portfolio, and your downstream integration requirements. It also makes the factory acceptance test, where you verify the machine against its specification before accepting delivery, significantly more effective.
We also cover how the Combo Case Packer for Shrink Pack and Bottles works when the same line needs to handle both individual bottles and shrink-wrapped multipacks, and what the downstream equipment sequence looks like from the case packer to the palletized pallet.

Integrated Secondary & Tertiary Bottle Packing System
The Seven Steps of a Bottle Case Packer Machine
Step 1: Case Erector , Forming the Outer Case
The bottle case packer machine cycle starts upstream of the robot, at the case erector. Flat-packed corrugated cases are stored in a magazine hopper. The erector pulls one flat case, opens it into its three-dimensional box shape, folds and seals the bottom flaps, and conveys the formed case to the case loading station. Without this step, the robot has no case to load bottles into , the case erector is what makes the packing cycle possible.
In Cybernetik’s bottle case packer, the operation explicitly starts with the carton erector unfolding and forming flexible cartons. The erector runs at the same speed as the packer, and both operate under the same PLC , so the erector never delivers a case too early (creating a jam) or too late (starving the packer).
Step 2: Bottle Matrix Formation
While the case erector forms the outer case, the matrix formation station assembles the bottles into the required arrangement, the matrix that matches the case’s internal dimensions and the retailer’s required count per case. Individual bottles arrive from the filling, capping, and labelling line on an infeed conveyor. The matrix station groups them into the correct count, spacing, and row configuration.
The matrix is assembled before the robot picks, meaning the robot lifts a complete, pre-arranged layer of bottles in a single pick operation, not individual bottles one at a time. This is what makes throughputs of 120 bottles per minute possible: the robot’s cycle time is multiplied by the matrix count, not divided by it.
Step 3: Robot Pick, Lifting the Bottle Matrix
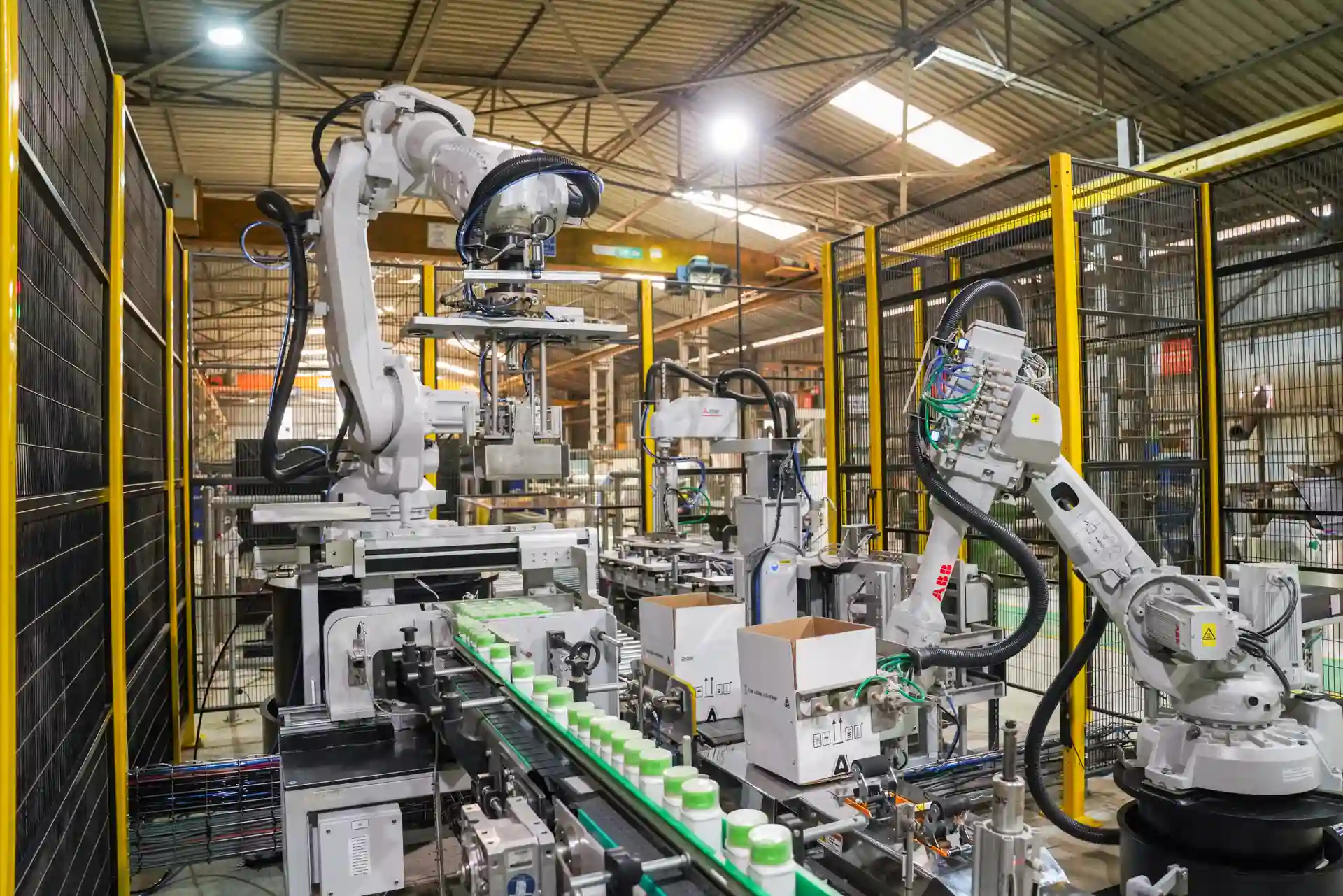
Once the matrix is assembled and the formed case is in position at the loading station, the pick-and-place robot makes its move. The robot, a Six-Axis configuration in Cybernetik’s bottle case packer, is equipped with servo and pneumatic end-of-arm customized grippers that are sized to the current bottle’s diameter, height, and neck geometry.
The robot picks the complete bottle matrix in a single operation. Servo grippers apply a controlled, calibrated force, enough to hold the full matrix weight securely through the trajectory, but not enough to deform the bottle body or disturb the cap seal. Pneumatic grippers fire rapidly for high-speed operations where servo control is not required. Cybernetik’s automatic tool changer stores multiple gripper configurations for different bottle variants, and the robot changes grippers automatically on SKU changeover without manual intervention.
Step 4: Matrix Loading into the Case
The robot moves the bottle matrix from the formation station to the formed case at the loading position. The trajectory is the most engineering-critical movement in the cycle: the robot must lower the matrix into the case opening at exactly the right horizontal position and vertical speed, without collision between the outermost bottles and the case flaps, and without the inertia of the moving matrix displacing individual bottles from their formation.
Cybernetik’s bottle case packer uses the matrix formation station to pre-align the bottles so that the robot’s descent into the case is a single clean vertical movement. For shrink pack lines where the case opening is tighter relative to the pack dimensions, the carton guide funnels descend with the gripper during the last part of the placing process, acting as a precision guide that maintains accuracy through the final centimetres of the insertion movement.
Step 5: Vision Quality Control
After loading and before the case lid is closed, the vision system of the bottle case packer machine performs its inspection. Cybernetik’s case packer for bottles uses a vision system that checks for defective bottles and cartons, flagging any unit that arrived broken, incorrectly capped, with label misalignment, or out of fill-level tolerance, and any carton that was mis-formed at the erector stage or damaged in transit to the loading station.
In the Combo Case Packer for Shrink Pack and Bottles, Cybernetik adds 3D Point Cloud technology specifically for missing bottle detection. The 3D scan captures the full depth profile of the loaded case, identifying any position in the matrix where a bottle is absent. A case with a missing bottle is rejected before the lid closes, protecting both case-weight compliance and downstream audit records.
Step 6: Case Lid Closure and Sealing
Once the vision system confirms the matrix is complete and all bottles are accepted, the case lid is closed. On pouch lines, Cybernetik uses a pneumatic ram for proper lid closure. On bottle lines, the case moves to the case sealer, a separate downstream station, where a taping system applies top and bottom seals. The closed, sealed case is now structurally complete and ready for the downstream sequence.
Step 7: Downstream, Taping, Printing, and Palletizing
The sealed case exits the bottle case packer machine and moves through the downstream secondary packaging equipment. The standard downstream sequence in a Cybernetik bottle case packer line:
Case taping system applies top and bottom seals for full case closure.
Case printer or labeller, prints and applies batch data, barcode, product description, and shipping information.
1. Case taping system applies top and bottom seals for full case closure
2. Case printer or labeller, prints and applies batch data, barcode, product description, and shipping information.
3. Palletizer, stacks sealed, labelled cases onto pallets in the required formation.
Cybernetik’s downstream palletizer options for bottle case packer lines include the Robotic Carton Palletizer (high-performance, single robot for cartons, rigid boxes, and corrugated cases), the Cobot Palletizer & Case Printer (integrated label printing before palletizing), and the Multiple Line Carton Palletizer (one robotic palletizer handling multiple bottle lines simultaneously). All operate under the same PLC and safety interlock chain as the case packer upstream.
 “A bottle case packer doesn’t just automate case loading; it synchronizes case erection, robotic handling, quality inspection, and palletizing to maximize end-of-line performance.”
“A bottle case packer doesn’t just automate case loading; it synchronizes case erection, robotic handling, quality inspection, and palletizing to maximize end-of-line performance.”
.
See it in action
What Makes a Bottle Case Packer Machine Production-Grade
Understanding how a bottle case packer machine works is the foundation for evaluating whether a proposed configuration is built for production rather than for demonstration. Six engineering commitments separate a production-grade machine from one that looks good in a brochure: